Français

Créé le 2025.04.12
MANIPULATEUR WM4040 (ensembles)
MANIPULATEUR WM4040 (ensembles)
1.Résumez :
● Colonne-flèche WM4040 (mobile et pivotante) 1 jeu
● KB-10 Seam Tracker (en option) 1 jeu
● Système de soudage DC-1000 (en option) 1 jeu
● Système d'envoi et de récupération de flux 1 ensemble
● Rotateur de soudage SAR20 1 jeu (1P+1I)
2. Données techniques
Colonne-flèche :
Structure : mobile et rotative
Récipient applicable D: Φ630~4000 mm
Course de la flèche : 4 000 mm
Vitesse de déplacement de la flèche : 100-2000 mm/min (onduleur)
Course d'élévation de la flèche : 4 000 mm
Vitesse d'élévation de la flèche : 1050 mm/min
Angle de rotation du moteur à colonne : ±180°
Vitesse de rotation manuelle de la colonne : manuelle
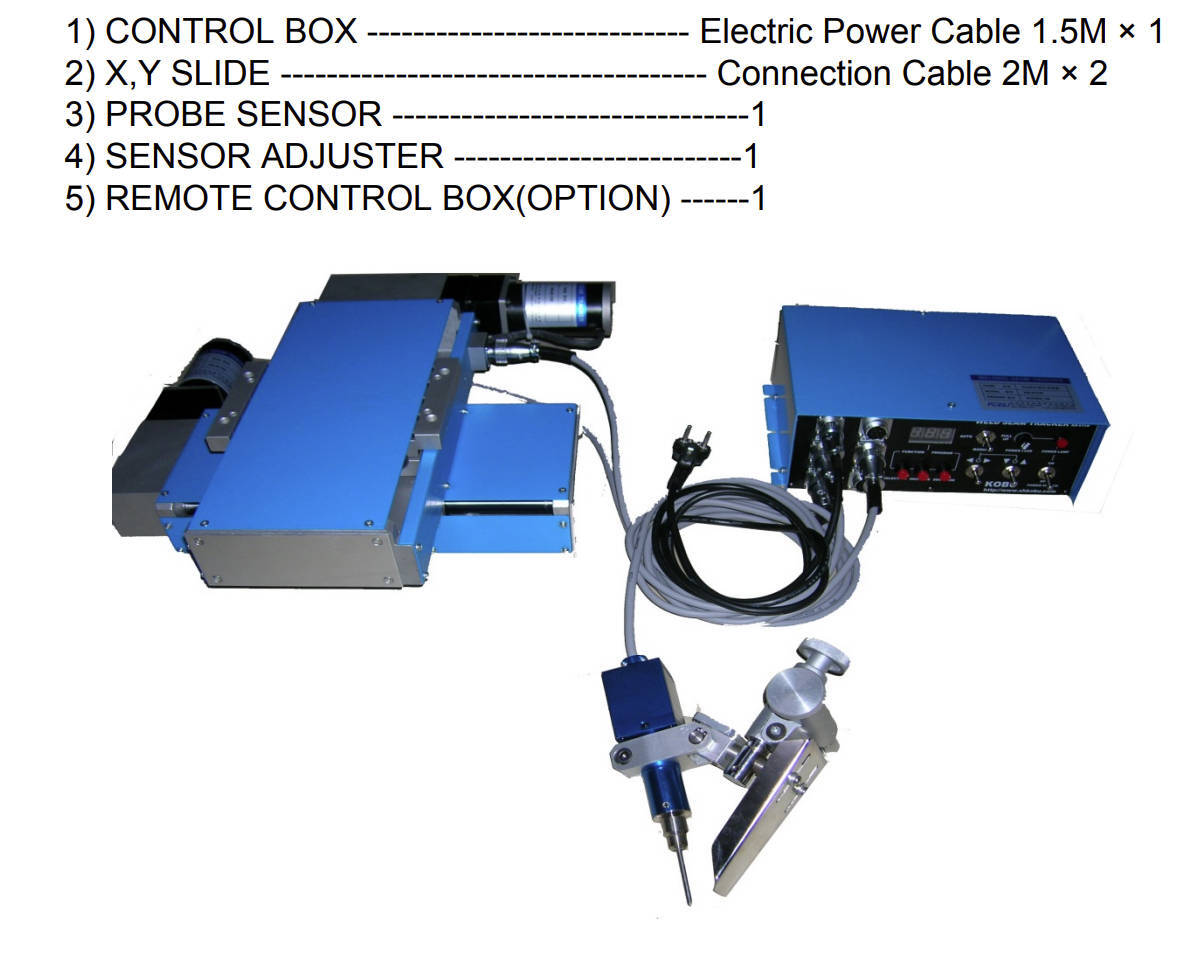
Suivi des coutures :
Modèle : KB-10
Plage de test : 100 mm
Vitesse d'essai : 200 mm/min
Précision du test : ± 0,3 mm
Chargement : 100 kg
Puissance : 220 V CA
DC1000 SAW power avec boîtier de commande et dévidoir.
(CHINE AOTAI)
Courant de soudage nominal : 1000 A
Tension de repos : 75 V
Cycle de service : 100 %
Plage de courant : 200 à 1 000 A
Fil D : 3 à 6 mm
Vitesse de soudage : 15 à 75 m/h
Système d'alimentation et de récupération de flux : FRU80
Distance de récupération : ≤ 16 m
Vitesse de récupération : 12 kg/min
MANIPULATEUR WM4040 (ensembles) (manipulateur) est utilisé dans les machines pétrochimiques, les machines d'ingénierie, les équipements éoliens, la construction et les ponts, la construction navale, l'alimentation et la pharmacie et d'autres industries
rotateur de soudage
#1. Capacité de charge maximale : 20 t
#2. Appliquer dans la plage : Φ500-3500 mm
#3. Rouleau tout acier : Φ350*120mm
#4. Puissance du moteur 1,5 kW
#5. Plage de vitesse réglable de 0,1 à 1 m.min
#6. Moteur mobile 0,75 kW
3. Caractéristiques structurelles
Ce centre de soudage se compose principalement d'une colonne-flèche, d'une scie à ruban et d'un système électrique.
3.1 Colonne-flèche
(1) Cette colonne-flèche est principalement composée de : unité d'élévation de flèche, unité de déplacement de flèche, unité de rotation de colonne, chariot mobile, glissières transversales, colonne, flèche, chariot, table de travail et système électrique.
(2) La colonne et la flèche sont des poutres à section rectangulaire, avec un double rail, qui est soudé en forme, soulagé des contraintes et usiné mécaniquement avec précision, assurant une plus grande
précision;
(3) Le système de levage de la flèche est installé en haut de la colonne et se compose d'un moteur à courant alternatif, d'un réducteur, d'une chaîne et d'un pignon. Il est équipé d'un contrepoids pour une élévation stable de la flèche. Pour éviter toute rupture accidentelle des chaînes, un dispositif anti-goutte à cliquet est installé sur la colonne pour un fonctionnement sûr et fiable.
(4) La selle est équipée de huit jeux de galets de commande, assurant le déplacement vertical et horizontal. Chaque jeu comporte trois galets de commande. Ces galets sont en contact avec les rails de la flèche et de la colonne sur trois côtés. Leur structure excentrique réglable offre une grande capacité de charge et assure un bon contact avec la surface du rail, garantissant ainsi un déplacement fluide et sans à-coups.
voyage de boom tremblant;
(5) Le déplacement de la flèche est réalisé avec un moteur à onduleur CA via un réducteur à vis sans fin
Crémaillère d'entraînement. Vitesse réglable entre 100 et 2 000 mm/min grâce à un variateur.
(6) La colonne est fixée sur le chariot grâce à un roulement à rouleaux transversaux robuste. La colonne peut pivoter manuellement à ±180°.
3.2 KB-10 traceur de couture
Ce centre de soudage est équipé d'un traceur de soudure coréen COWELD. Ses coulisseaux transversaux automatiques offrent une capacité de charge de 100 kg. Deux torches de soudage sont montées sur le traceur, disposées en parallèle. Les coulisseaux transversaux sont rivetés à la flèche par un axe pivotant, tournant autour de cet axe, puis fixé. Leur pivotement permet de réaliser des soudures longitudinales et circonférentielles intérieures et extérieures. Ce poste est compatible avec le soudage SAW à double torche.
3.3 Système de soudage
Câble de soudage American Lincoln DC-1000, contrôleur NA-3S et dévidoir K209A. Le dévidoir est monté sur son support, à l'avant de la flèche. Le fil est acheminé vers le pistolet de soudage via le tube d'alimentation.
3.4 Système d'alimentation et de récupération du flux
Il est équipé du système de récupération de flux amovible FRU80. Ce système récupère le flux résiduel généré pendant le soudage et le renvoie dans son bac de récupération. La trémie de flux est installée à l'avant de la flèche et le flux est ajouté manuellement.
3.5 Rotateur de soudage
La machine se compose d'un ensemble de rouleaux d'entraînement, d'un ensemble de rouleaux fous et d'un système de commande électrique.
Le châssis du rouleau d'entraînement est composé de deux rouleaux moteurs et d'un socle. Le châssis du rouleau de renvoi est composé de deux rouleaux de renvoi et d'un socle.
Les supports des galets d'entraînement et de renvoi sont tous constitués de pièces soudées de type cadre, offrant une force motrice élevée et une longue durée de vie. Ils sont dotés de trous de levage. Les trous de fixation sont usinés avec précision après soudage, garantissant ainsi un montage précis.
ü Les rouleaux sont équipés sur le support, peuvent ajuster automatiquement l'angle entre le groupe de rouleaux pour s'adapter au diamètre différent de la pièce à usiner, garantissant l'angle environnant de la pièce à usiner entre 45º ~ 110º
Chaque rouleau du châssis d'entraînement est entraîné par un moteur et un réducteur, assurant ainsi sa rotation. Principe de fonctionnement : moteur série Y, décélérateur à roue à vis sans fin à entrée simple et double sortie, assurant la rotation du rouleau, vitesse linéaire de la roue de 6 à 60 m/min.
ü Le réducteur de vitesse est fabriqué par notre société, qui présente un faible bruit, un couple élevé, un fonctionnement fluide, un faible encombrement et une vitesse stabilisée, etc.
Le système de commande comprend un tableau de commande et un boîtier de commande à distance. Grâce à une large plage de vitesse et un couple durable, la vitesse est contrôlée en douceur, sans pulsations de couple.
3.6 Système de contrôle
Le système de contrôle se compose principalement d'un panneau de commande et d'un panneau à distance.
(1) Le panneau de commande contrôle principalement la marche/arrêt des moteurs, la réalisation des mouvements et l'application de la protection nécessaire sur les moteurs, ainsi que le contrôle, le contrôle de la vitesse et la protection du moteur de déplacement de la flèche.
(2) Il y a des interrupteurs de fin de course pour l'élévation de la flèche, le déplacement et la rotation de la colonne, protégeant l'équipement.
(3) Tension applicable du châssis principal : 380 V/50 HZ/3P
3.7 Gamme d'approvisionnement
l Colonne de soudage-flèche WM4040 1 jeu
l Puissance de soudage (D1000, boîtier de commande et dévidoir) 1 jeu
l Système de traçage automatique des coutures 1set
SAR20 1 unité d'alimentation ; 1 unité de renvoi 1 jeu
l Système de contrôle 1 ensemble
l Système d'envoi-récupération de flux 1 ensemble
l Matériel technique (avec manuel, certificat, dessin de fondation) 1 exemplaire en anglais
MAISON
Pourquoi nous choisir
Avantage du réseau de vente
notre partenaire
PRODUITS
À PROPOS DE NOUS
CONTACTEZ-NOUS
Machine à briques creuses
Connaissez-nous
Informations sur l'entreprise
Ligne de production
Contactez-nous
FAIT À LA MACHINE
Le prix est en dollars américains et exclut les taxes et les frais de manutention.
© 2024 DESAN Les marques et marques déposées sont la propriété de leurs propriétaires respectifs.