Русский

Создано 2025.04.12
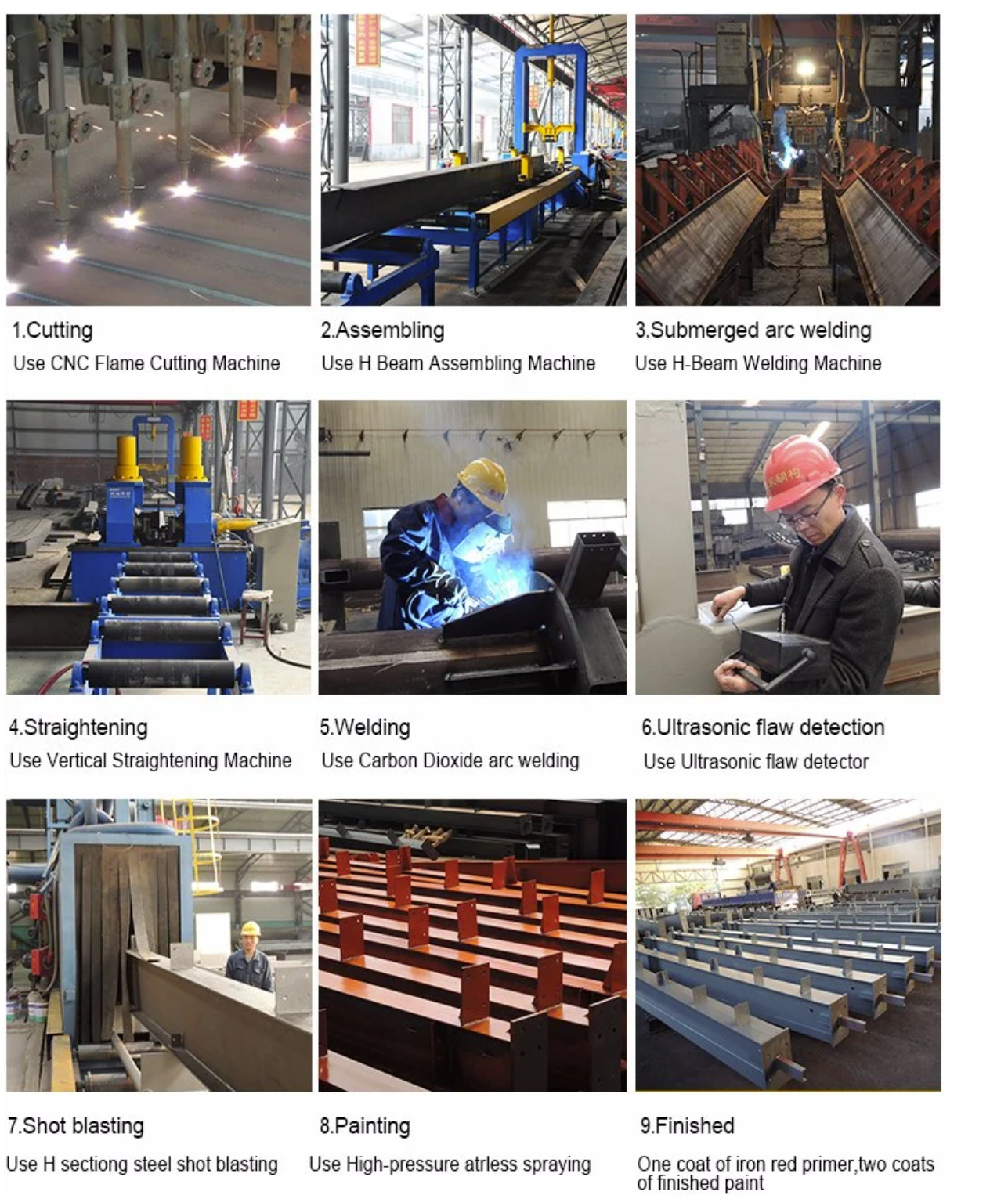
Машина для сварки двутавровых балок LHA
Машина для сварки двутавровых балок LHA
1 Спецификация :
Применимый размер двутавровой балки, производимой на линии сварки:
Диапазон высоты полотна: 200-1500 мм
Диапазон толщины полотна: 6-32 мм
Диапазон ширины фланца: 150—800 мм
Диапазон толщины фланца: 6—40 мм
Диапазон длин балки: 15000 мм
2. Основное оборудование и технические параметры
2.1. Принцип структуры
Эта машина в основном состоит из портальной рамы, сварочного рычага и инструментальной каретки, устройства отслеживания сварочного пистолета, системы подачи сварочного флюса, электрической системы управления и источника питания для сварки под флюсом (также развернуто с двумя комплектами автоматического подводного сварочного аппарата MZ-1000). Функция портальной рамы заключается в поддержке каждой детали и приведении в движение каждой детали при сварке. Внизу имеются две подвижные балки, которые перемещаются по стальному рельсовому приводу двумя комплектами двигателей переменного тока через замедлитель. Скорость перемещения портальной рамы может регулироваться преобразователем частоты в соответствии с вашим запросом. Эта машина имеет функцию быстрого возврата. Имеются две пары направляющих колес, которые находятся близко к боковой стороне стального рельса, чтобы обеспечить устойчивое движение машины. Рабочая платформа установлена между двумя несущими каретками. Сварочный рычаг и инструментальная каретка установлены на портальной раме, на инструментальной каретке есть несколько групп колес, которые упираются в дорожки. Инструментальная каретка может перемещаться влево и вправо вручную с помощью червячного замедлителя — реечной передачи. Сварочный рычаг может перемещаться вверх и вниз с помощью двигателя---редуктора червячного редуктора---привода реечной передачи. Устройство отслеживания сварочного пистолета установлено в нижней части сварочного рычага, устройство подачи проволоки установлено на устройстве отслеживания сварочного пистолета, сварочная головка всегда направлена на сварочный шов и сохраняет определенный зазор. Пара направляющих колес упирается в две стороны сварочного шва, когда сварочный шов изгибается влево или вправо, поперечная пластина скольжения над направляющим колесом будет регулироваться влево или вправо соответственно с помощью функции пружины; когда сварочный шов изгибается вверх или вниз, поперечная пластина скольжения будет регулироваться вверх или вниз направляющим колесом, приводимым в движение упругостью цилиндра; все устройство отслеживания сварочного пистолета можно отрегулировать, слегка повернув; также установлена ручная точная регулировка сварочного пистолета вправо и влево. Система подачи сварочного флюса состоит из ковша для сварочного флюса, машины для рекуперации сварочного флюса, они установлены на двух сварочных рычагах соответственно, и два комплекта машины для рекуперации сварочного флюса установлены на платформе рамы портала. Сварочный флюс подается в сварочный шов через затвор ковша для сварочного флюса, сварочная головка следует за сваркой. Труба рекуперации сварочного флюса возвращает остаток от задней части сварочной головки в трубу, через сетку экрана на экран, затем в ковш для сварочного флюса через затвор, в то же время пыль впитывается в ковш для сварочного флюса, часть сварочного флюса остается в рекуперационной трубе. Электрическая система управления состоит из одной электрической системы управления и двух рабочих коробок, коробка управления установлена на подвижной балке рамы портала, а две рабочие коробки установлены в середине рамы портала.
2.2.Технические параметры
Ширина фланца 150-800 мм
Высота стенки 200-2000 мм
Длина заготовки 4000-15000мм
Расстояние между рельсами: 4000 мм
Длина гусеницы: 18000 мм
Скорость сварки 0,15—2,4 м/мин
Скорость возврата 3 м/мин
Расстояние подъема 700 мм
Габарит рамы портала 4000мм
2.3 Ассортимент поставки товаров
а. сборка рамы: верхняя платформа, подвижная балка, вертикальная колонна
б. сварочный рычаг и каретка для инструмента: сварочный рычаг, каретка для инструмента
в. устройство отслеживания сварочного пистолета: направляющая дуга, механизм подачи проволоки, поперечные направляющие пластины, цилиндр
г. Система подачи сварочного флюса: машина для рекуперации сварочного флюса, ковш для сварочного флюса, цилиндр для рекуперации сварочного флюса, транспортная трубка, рекуперационная трубка
е. электрический блок управления: электрический блок управления, блок управления, преобразователь.
Машина для сварки двутавровых балок LHA (сварка двутавровых балок) используется в нефтехимическом машиностроении, машиностроении, ветроэнергетическом оборудовании, строительстве и мостостроении, судостроении, пищевой и фармацевтической промышленности и других отраслях.

ДОМ
Почему выбирают нас?
Преимущество сети продаж
наш партнер
ПРОДУКЦИЯ
О НАС
СВЯЗАТЬСЯ С НАМИ
Машина для производства пустотелого кирпича
Знай нас
Информация о предприятии
Линия производства
Связаться с нами
МАШИННОЕ ПРОИЗВОДСТВО
Цена указана в долларах США и не включает налоги и сборы за обработку.
© 2024 DESAN Торговые марки и бренды являются собственностью их владельцев.